Felt conveyor belts are a type of conveying equipment with numerous excellent properties. Their unique material and structure have led to their widespread use in numerous industries. The following is a detailed introduction to their advantages, selling points, and application scenarios:
Product Advantages
Excellent Shock Absorption: Made from high-density, high-quality felt, the fibers act like interwoven microsprings, effectively absorbing vibration and impact when conveying fragile items. Compared to ordinary rubber conveyor belts, this reduces vibration by over 60%.
Excellent Adsorption and Cleaning: Felt absorbs dust, debris, and other impurities from the surface of materials, such as flour and sugar powder in food processing plants, or fabric lint in the textile industry, further purifying the conveying environment.
Excellent Thermal Insulation: Air is trapped between the felt fibers, forming a natural insulating layer that effectively blocks heat transfer. In high-temperature environments, it can reduce the surface temperature of the conveyor belt by 20-30°C, making it suitable for conveying temperature-sensitive materials.
Soft and Flexible: Its soft texture and high plasticity allow it to adapt to complex conveying routes and equipment layouts, easily handling tight curves and steep inclines. Product Selling Points
Anti-static Performance: Some felt conveyor belts have anti-static properties, preventing static damage to electronic components. They are suitable for conveying electronic products and meet the anti-static requirements of the electronics industry.
Cut and Puncture Resistant: The dense and sturdy felt surface resists punctures even when conveying sharp-edged materials, effectively protecting the conveyor belt surface and extending its service life.
Low Operating Noise: Felt conveyor belts effectively absorb vibration and noise during operation, creating a relatively quiet working environment for workers and reducing noise pollution.
Low Price: Compared to conveyor belts made of specialized materials, felt conveyor belts are relatively inexpensive. Their wear- and high-temperature resistance extend their service life, reducing equipment procurement and maintenance costs.
Applications: Food Processing Industry: Suitable for conveying delicate ingredients such as pastries, fruits, and vegetables. They mitigate the inertial impact of conveyor belt starts and stops, and can withstand temperatures up to 180°C, meeting food contact standards and ensuring food safety. Glass Manufacturing Industry: It can be used for high-temperature conveying of molten glass after forming. Its soft surface prevents scratches on glass products, while its high-temperature resistance ensures dimensional stability and ensures precise positioning and conveying.
Electronics Industry: It can convey electronic components. Its antistatic properties protect components from static electricity, and its soft surface prevents scratches on precision parts.
Textile Printing and Dyeing Industry: It effectively absorbs and secures yarns, fabrics, and other materials, reducing abrasion and linting during conveyance, thereby improving the quality of textiles.
Automotive Manufacturing Industry: It can withstand the friction and impact of automotive parts and can convey engine parts, body panels, and other items. Its anti-slip properties ensure stable material conveying.
Magnetic Separation Equipment: Felt magnetic separator belts can be used for mineral and metal separation, continuously removing impurities such as iron from bulk materials. Its excellent magnetic permeability effectively improves the equipment's mineral separation efficiency.

 English
English Português
Português Indonesia
Indonesia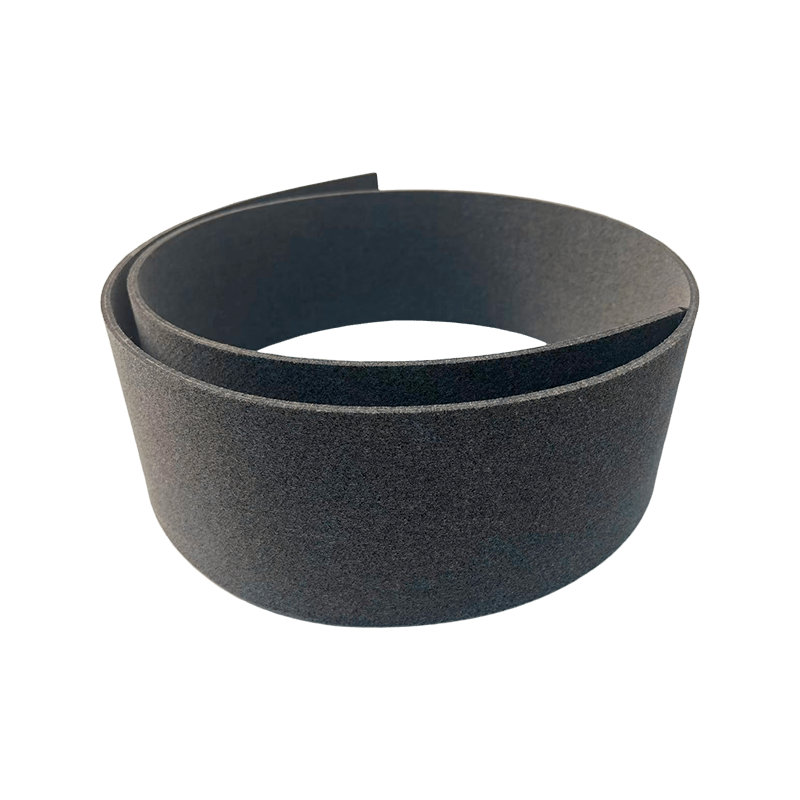
 Anti-static Performance: Some felt conveyor belts have anti-static properties, preventing static damage to electronic components. They are suitable for conveying electronic products and meet the anti-static requirements of the electronics industry.
Anti-static Performance: Some felt conveyor belts have anti-static properties, preventing static damage to electronic components. They are suitable for conveying electronic products and meet the anti-static requirements of the electronics industry. Cut and Puncture Resistant: The dense and sturdy felt surface resists punctures even when conveying sharp-edged materials, effectively protecting the conveyor belt surface and extending its service life.
Cut and Puncture Resistant: The dense and sturdy felt surface resists punctures even when conveying sharp-edged materials, effectively protecting the conveyor belt surface and extending its service life. Low Operating Noise: Felt conveyor belts effectively absorb vibration and noise during operation, creating a relatively quiet working environment for workers and reducing noise pollution.
Low Operating Noise: Felt conveyor belts effectively absorb vibration and noise during operation, creating a relatively quiet working environment for workers and reducing noise pollution. Low Price: Compared to conveyor belts made of specialized materials, felt conveyor belts are relatively inexpensive. Their wear- and high-temperature resistance extend their service life, reducing equipment procurement and maintenance costs.
Low Price: Compared to conveyor belts made of specialized materials, felt conveyor belts are relatively inexpensive. Their wear- and high-temperature resistance extend their service life, reducing equipment procurement and maintenance costs. Single-sided felt (gray)
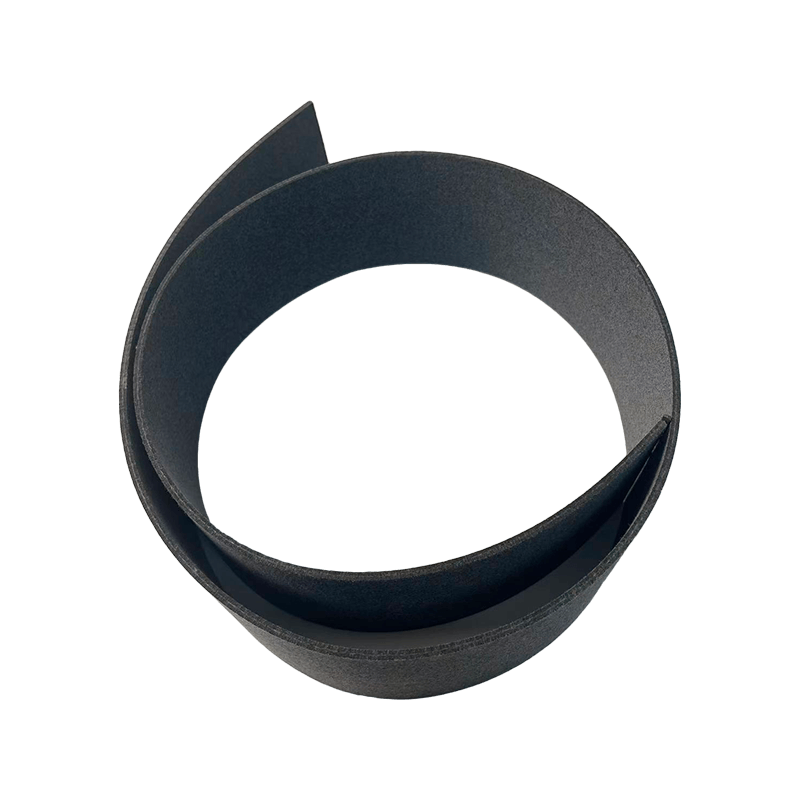
Single-sided felt (gray) Double-sided felt (grey)
Double-sided felt (grey)